
作為一種常用的鉚接機器,數控徑向鉚釘機可以對多種材質的工件進行鉚接加工操作。但是,使用時必須遵守嚴格的操作規范,以確保操作者和機器的安全。下面小編帶著大家一起來了解一下數控徑向鉚釘機的安全操作規...

在金屬加工、汽車制造、集裝箱生產等工業領域,氣動鉚釘機以其高效、可靠、操作簡便的特點成為鉚接作業的核心設備。然而,當這臺“氣動鐵拳”突然罷工時,往往導致生產線停滯。今天小編將帶您深入了解氣動鉚釘機的六大高頻故障,并提供實用的快速解決方案,助您迅速恢復生產節奏。

一、動力不足或動作緩慢 - 氣源系統的隱形殺手
故障現象:
鉚槍沖擊無力,鉚釘無法完全成型,活塞運動速度明顯下降。
根本原因與解決方案:
1.氣壓不足(占故障率60%以上)
檢查氣源壓力: 使用氣壓表檢測槍體進氣口壓力,確保達到設備標定值(通常6-7 bar)
排查氣管泄漏: 沿氣路涂抹肥皂水,氣泡處即為漏點
更換堵塞濾芯: 三聯件中過濾器濾芯堵塞會大幅降低流量
2.氣路堵塞
拆卸清潔: 重點檢查槍體進氣口、換向閥處的金屬碎屑堆積
更換老化氣管: 內壁脫落的橡膠管會堵塞精密氣路
3.潤滑缺失
使用專用氣動工具油: 普通機油易碳化堵塞油路
每日點檢: 作業前向進氣口滴入3-5滴潤滑油
警示案例: 某汽車廠因未及時更換濾芯,導致整線12臺鉚槍氣壓不足,單日損失產能230臺車架。
二、鉚釘卡死 - 最令人抓狂的突發故障
故障現象:
鉚釘滯留槍嘴無法退出,或半成型鉚釘卡在工件中。
分層解決方案:
| 故障類型 | 處理工具 | 操作步驟 |
|---|---|---|
| 輕度卡釘 | 專用退釘棒+銅錘 | 切斷氣源→泄壓→從槍嘴后方輕擊退釘棒 |
| 重度卡死 | 內六角扳手+螺紋松動劑 | 拆卸槍嘴→浸泡松動劑→清理變形鉚釘殘渣 |
| 工件卡釘 | 便攜式液壓頂出器 | 定位卡釘點→安裝頂出器→緩慢加壓至0.5噸 |
關鍵預防措施:
·嚴格匹配鉚釘與槍嘴規格(誤差≤0.1mm)
·鉚接鋁合金時每50次清潔一次槍嘴積屑
·更換鉚釘品牌時進行適配性測試
三、異常振動與噪音 - 設備發出的求救信號
故障圖譜分析:
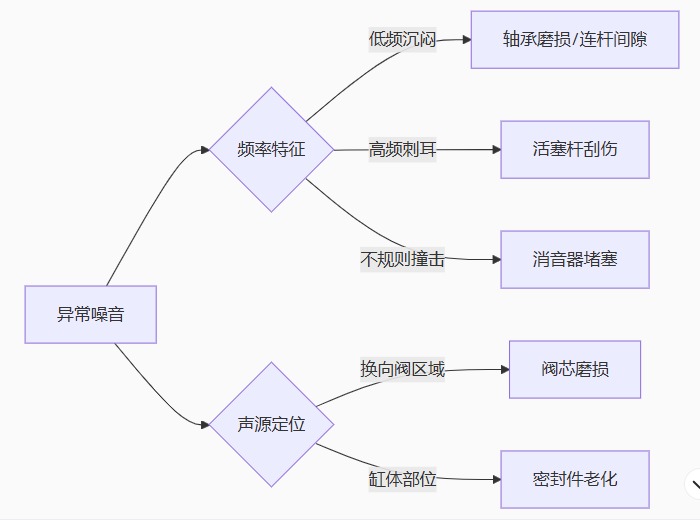
針對性處理:
1.拆卸檢查曲軸連桿:用塞尺檢測間隙>0.08mm需更換銅套;
2.活塞桿修復:輕微劃傷用800目油石拋光,深度損傷需鍍鉻處理;
3.每月清洗消音器:積碳會導致背壓升高引發振動。
四、漏氣故障 - 看不見的成本黑洞
漏氣點定位技巧:
1.耳聽法: 在安靜環境尋找嘶嘶聲
2.手感法: 手背感知氣流
3.泡沫法: 噴肥皂水觀察氣泡
密封系統維護清單:
1.主缸密封圈 ── 每6個月更換
2.閥芯O型圈 ── 出現換向延遲時更換
3.快速接頭密封 ── 每次拆卸后檢查
4.消音器墊片 ── 伴隨異常排氣聲時更換
成本警示: 單個0.5mm漏氣點每年浪費壓縮空氣成本超¥2000!
五、動作失控 - 危及安全的紅色警報
危險故障處理流程:
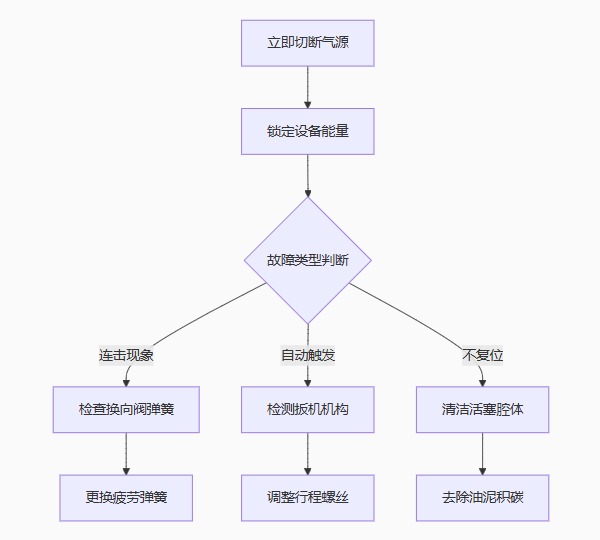
特別安全提示:
·維修前務必卸掉氣管殘余壓力
·測試時槍口嚴禁對人
·彈簧更換需使用專用夾具
六、溫度異常升高 - 過載的早期預警
溫升故障樹分析:
溫度異常升高
├── 潤滑不足 → 補加專用工具油
├── 連續作業超限 → 執行10min作業/2min冷卻制
├── 消音器堵塞 → 拆洗或更換
智能監控建議:
在槍體加裝溫度貼片(70℃變色),或采用紅外測溫儀定期檢測,提前預防燒結故障。
長效運維黃金法則
1.三級保養體系:
日常:氣源三聯件排水、槍嘴清潔、潤滑點檢
月保:消音器清洗、緊固件扭矩校驗
年檢:全面拆解更換密封件、軸承精度檢測
2.耗材選用禁忌:
禁用非專用潤滑油(引發密封件溶脹)
拒絕劣質鉚釘(硬度不均導致卡釘率上升300%)
3.環境控制要點:
氣源露點溫度≤3℃(防止冷凝水腐蝕)
工作溫度-10℃~50℃(超溫需配備油溫調節器)
└── 氣缸拉傷 → 檢測缸筒圓度(公差>0.02mm需更換)
碩峰智能技術提示:我公司最新智能設備已集成壓力傳感與振動監測模塊,可實現預測性維護。當設備出現代碼報警時,歡迎您通過電話咨詢獲取遠程技術支持。
掌握這些診斷技巧,您不僅能快速解決90%的常見故障,更能通過預防性維護將設備綜合效率(OEE)提升40%以上。精準的維護不僅是修復機器,更是守護生產線的脈搏。
作為一種常用的鉚接機器,數控徑向鉚釘機可以對多種材質的工件進行鉚接加工操作。但是,使用時必須遵守嚴格的操作規范,以確保操作者和機器的安全。下面小編帶著大家一起來了解一下數控徑向鉚釘機的安全操作規...

使用氣動鉚釘機過程中,很多的故障基本上是因為操作不當導致的,因此操作人員掌握正確操作方法是很有必要的。定期清洗設備不僅可以減少很多不必要的故障,而且可以延長設備使用壽命,因此每一位操作人員...
龍門式數控鉚釘機是一種高效的工業自動化設備,用于連接金屬零件,廣泛應用于航空、汽車、鐵路等領域。為了確保其正常運行、提高生產效率,以及延長設備壽命,維護保養和操作規范顯得尤為重要。本文將探討龍門...

根據市場的銷售數據來看,近幾年氣液增壓鉚釘機設備的需求量明顯增加,而用戶對該該設備的維護保養也在不斷的加強,畢竟如果沒有做好維護保養工作,容易引起故障發生,縮短使用壽命,耽誤生產精度和效率...

近期有好幾個客戶電話咨詢 風管鉚釘機 的實用竅門和檢驗流程。今天我們為大家簡單介紹相關的知識。 使用竅門 1、在清理設備時,需要按照一定的順序來打掃,打掃前需要先關閉電源,按照由...

鉚釘機在進行鉚合的時候,鉚釘是不可缺少的配件,其中抽芯鉚釘使用較為廣泛,根據材質的不同,抽芯鉚釘可以分為碳鋼抽芯鉚釘、碳鋼抽芯鉚釘和不銹鋼抽芯鉚釘等等,其中不銹鋼抽芯鉚釘不僅硬度高、抗生銹能力強...

氣動鉚釘機基本上適用于各種需要鉚接的場合,比如鞋帽、箱包、文具等等,因此它的適用范圍相當廣泛,加上它可以減輕工人的勞動強度,提高鉚接的效果,因此它的市場銷量非常好。近來也有一些用戶反饋,設備在使...

氣動鉚釘機作為專業的機械設備,需要由專業的人員來操作,在操作氣動鉚釘機時應該要注意一些安全上的問題。今天小編就為大家整理了操作該設備時應該要注意的六大安全問題。 1、操作時,操作者應...

鉚釘機這種設備可以利用螺栓把兩件分開的物件鉚合起來。市面上這類設備的種類很多,比如液壓式、氣動式、自動送料式、油壓式、氣液增壓式等等,其中液壓式因為操作安全、鉚接質量好而深受很多客戶的信賴。今天...
全自動鉚釘機可以幫助企業實現自動化生產,提高鉚接效率和鉚接品質。此設備的大量使用,大大提高了工作效率和生產效益,同時還降低了人力成本和生產成本。此設備之所以受到市場的歡迎,根本原因在于它的好品質...
